Pracownia Narzędzi i Procesu Skrawania
Głównym celem Pracowni jest zapoznanie studentów z wpływem poszczególnych parametrów narzędzia i procesu obróbki na siły skrawania a pośrednio na właściwości materiału po obróbce. Zapoznają się również z metodami pomiaru sił, jakie powstają podczas usuwania przez narzędzie naddatku materiału w trakcie obróbki. Obszar zainteresowania obejmuje pomiar sił podczas toczenia, frezowania oraz szlifowania. Na wyposażeniu Pracowni znajdują się trzy nowocześnie wyposażone stanowiska laboratoryjne:
Stanowisko do pomiaru sił podczas toczenia
W skład stanowiska o pomiaru sił podczas toczenia wchodzą:
• tokarka CNC: HAAS SL-10 • siłomierz: KISTLER 9121
• wzmacniacz: KISTLER 5070A
• karta pomiarowa: KISTLER 2855A4
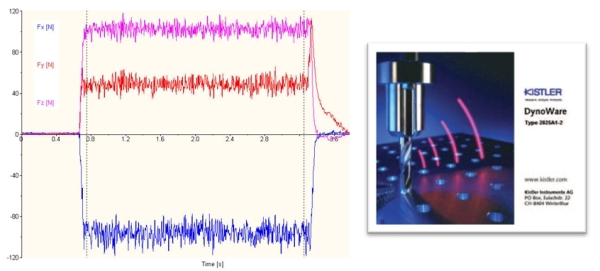
• oprogramowanie: KISTLER Dyno Ware 2825A

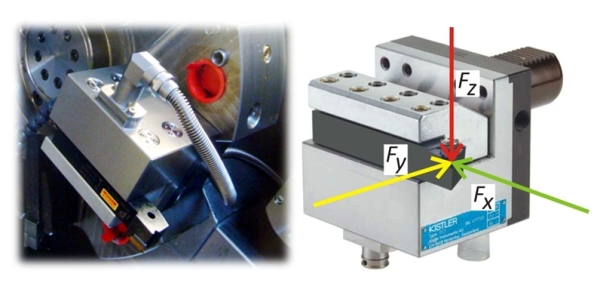
„Sercem” stanowiska jest trójskładowy siłomierz piezoelektryczny szwajcarskiej firmy KISTLER. Umożliwia on jednoczesny pomiar trzech składowych całkowitej siły skrawania. Siłomierz jest mocowany w głowicy narzędziowej tokarki za pomocą złącza VDI.
Oprogramowanie KISTLER Dyno Ware umożliwia opracowanie uzyskanych w wyniku pomiaru sygnałów oraz wizualizację sił na ekranie monitora.
Stanowisko do pomiaru sił podczas frezowania
W skład stanowiska do pomiaru sił podczas frezowania wchodzą:
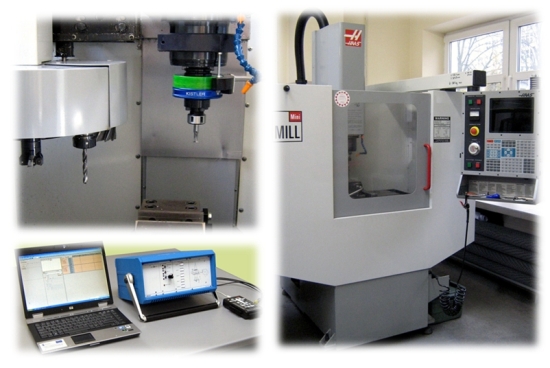
• pionowe centrum frezarskie CNC: HAAS Mini MILL
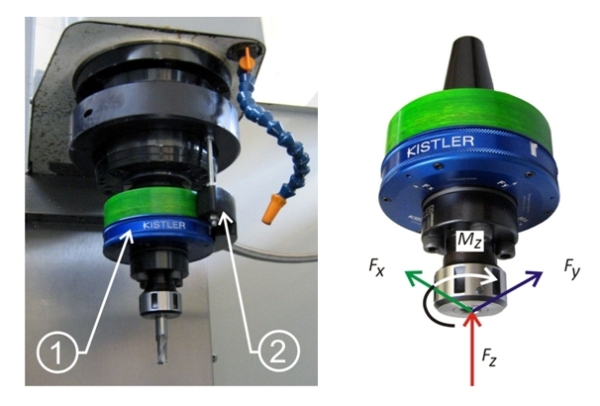
• siłomierz: KISTLER 9123C
• wzmacniacz: KISTLER 5223
• karta pomiarowa: KEITHLEY KUSB-3108
• oprogramowanie: KEITHLEY buick DAQ
Głównym elementem stanowiska jest czteroskładowy siłomierz piezoelektryczny firmy KISTLER. Umożliwia on pomiar trzech składowych całkowitej siły skrawania oraz momentu skrawania.
Siłomierz składa się z dwóch części:
1) obrotowej, mocowanej w gnieździe wrzeciona obrabiarki na stożku SK40,
2) stałej, mocowanej do obudowy wrzeciona.
Oprogramowanie KEITHLEY quick DAQ umożliwia opracowanie uzyskanych w wyniku pomiaru sygnałów oraz wizualizację sił i momentu na ekranie monitora.
Stanowisko do pomiaru sił podczas szlifowania
W skład stanowiska wchodzą:
• Korpus stanowiska z zamocowanym wrzeciennikiem
• piezoelektryczne czujniki siły 9317B KISTLER,
• wielokanałowy wzmacniacz laboratoryjny 5070A KISTLER,
• sterownik PLC Mitsubishi serii Q wraz odpowiednimi modułami kontrolno-pomiarowymi,
• wyświetlacz dotykowy GOT1000 Mitsubishi,
• cyfrowe serwonapędy AC Mitsubishi.
Głównymi elementami stanowiska są dwa wielo-składowe piezoelektryczne czujniki siły 9317B wraz z wielokanałowym wzmacniaczem pomiarowym 5070A firmy Kiestler. Czujniki siły zostały zamocowane pomiędzy korpusem stanowiska a płytą mocowania korpusu wrzeciona ściernicy. System pomiarowy pozwala na pomiar trzech składowych siły szlifowania. Sygnały pomiarowe są rejestrowane przez kartę wejść-wyjść analogowych National Instruments. Do sterowania pracą stanowiska wykorzystano serwonapędy cyfrowe firmy Mitsubishi z układami pomiarowymi o bardzo wysokiej rozdzielczości (261000 impulsów na obrót). Za sterowanie napędami odpowiedzialny jest sterownik PLC Q03UDE firmy Mitsubishi wyposażony w moduły wejść, wyjść cyfrowych oraz moduł pozycjonujący dla czterech osi napędowych. Dodatkowo sterownik PLC jest wyposażony w dotykowy panel kontrolny GOT1000 Mitsubishi. Głównym celem stanowiska jest zapoznanie studentów z metodami pomiaru siły w szlifowaniu, przetwarzaniem sygnałów pomiarowych i sterowaniem przebiegiem procesu szlifowania w sprzężeniu od siły szlifowani mającej istotny wpływ na wynikowe parametry użytkowe przedmiotu obrabianego.

